 みなさん、こんにちは
みなさん、こんにちは
高周波デバイス設計課の前田です。
前回のブログでは、素子(半導体)の電極間、素子とリードフレームや多層基板の電気接続端子の間などを、電気伝導性を有する金属細線(金線など)で繋ぐことで、電気的に接続するワイヤボンド工程について紹介しました。
今回は、それらを樹脂パッケージに封入する“モールド封止(樹脂封止)”工程について、触れてみたいと思います。
■モールド封止(樹脂封止)とは?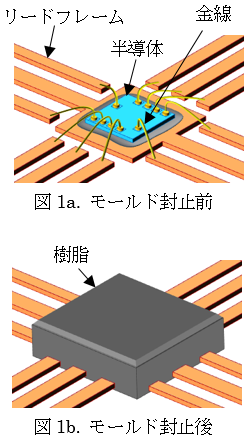
素子は繊細なため、僅かな傷、ホコリや水分の付着でも動作不良の原因になります。こうしたトラブルを回避するため、素子をパッケージに封入して保護します。パッケージには製品用途に合わせて様々な材料や形状の物が用いられています。
モールド封止は、その中でも樹脂材を用いるパッケージング技術です。モールド封止専用の樹脂を溶融し、素子周辺に充填して硬化させることで、所望の形状(パッケージ)を成形します。
モールド封止の工法は大きく分けて、トランスファ方式とコンプレッション方式に分類されます。ここではトランスファ方式を例として、組立の流れをみていきましょう。
■トランスファ方式
所望のパッケージ形状に加工した金型内に製品をセットし、溶融させた樹脂を充填して硬化させる工法です。
【基本フロー】
|
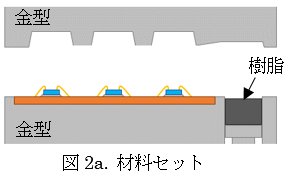
1. 材料セット 金型に製品を配置し、タブレット状の樹脂を押し出し口(トランスファユニット部)に装填する(図2a)。 |
 |
|
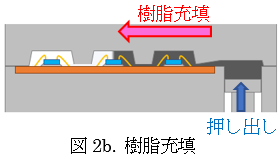
2. 樹脂充填 上下の金型を締め上げ、高温で熱して液状化した樹脂をキャビティ内に流し込む(図2b)。 |
 |
|
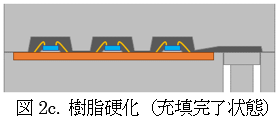
3. 樹脂硬化 全てのキャビティに充填し終わったら、樹脂が硬化するまでしばらく保持する(図2c)。 |
 |
|
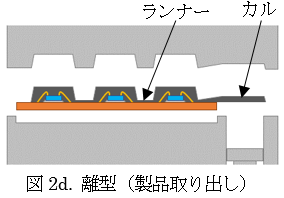
4. 離型 上下の金型を開いて、製品を取り出す。カル(樹脂残り)やランナー(樹脂の通り道)を切り離す(図2d)。 |
 |
|
5. 金型クリーニング 金型表面に成形屑などが残らないようにクリーニングして、1つのモールド封止を完了する。 |
■樹脂特性や充填条件の選定
モールド封止に求められる品質としては、製品と十分に密着していること、充填エリアに気泡を残さないこと、金線のループを押し流さないこと、などが挙げられます。
また、これらを踏まえた上で、製品毎に小型高集積に伴う低背化や峡間ギャップへの対応要求などもあるため、製品仕様に適した樹脂特性や充填条件の選定、金型の仕様検討が大切です。
・・・次回は、製品を個片化する“パッケージ分離”工程に触れたいと思います。
【関連リンク】
- WTIブログ(半導体パッケージ関連)
- 「LSIパッケージ」 評価解析/故障解析サービス
- 半導体パッケージ開発コンサルサービス
- 半導体製品の包装設計コンサルサービス
- 人材採用(インターンシップ・新卒・中途)
WTIメールマガジンの配信(無料)
WTIエンジニアが携わる技術内容や日々の業務に関わる情報などを毎週お届けしているブログ記事は、メールマガジンでも購読できます。ブログのサンプル記事はこちら
WTIメールマガジンの登録・メールアドレス変更・配信停止はこちら

WTIの技術、設備、設計/開発会社の使い方、採用関連など、幅広い内容を動画で解説しています。